
Metal Stamping, Deep Drawing & Spinning – Custom Sheet Metal Forming Solutions
We provide one-stop sheet metal forming solutions including metal stamping, deep drawing, and metal spinning. Based on your drawings and technical requirements, we help select the most suitable process to achieve the best balance of cost, performance, and production efficiency.
Whether you need flat stamped parts, deep cavity components, or rotational parts, our team can support your project from prototype to mass production.
Stamping vs Deep Drawing vs Spinning – Which Process is Right for Your Part?
| Process | Best For | Advantages | Limitations |
|---|---|---|---|
| Metal Stamping | Flat or shallow parts | High efficiency, low cost for mass production | Limited depth |
| Deep Drawing | Deep cavity parts (cups, housings) | Strong structure, seamless parts | Higher tooling complexity |
| Metal Spinning | Round & symmetrical parts | Flexible, low tooling cost | Not suitable for non-round parts |
Choosing the right manufacturing process is critical for both product performance and cost control. If you are unsure which process fits your design, our engineering team is ready to assist.
Metal Stamping Services

Metal stamping is ideal for high-volume production of precise metal parts such as brackets, clips, washers, and automotive components. It includes processes such as punching, bending, and embossing, making it highly efficient for mass production. :contentReference[oaicite:0]{index=0}
We have experience producing a wide range of stamped components for industrial applications. Typical products include precision washers, cable connection parts, and metal clips used in various assemblies.
For example, you can explore some of our stamping projects:
- Custom F436 Industrial Washer – high-strength structural washer for industrial applications
- F436 Washer – standard heavy-duty washer used in construction and fastening systems
- Cable Tab Kit – stamped connection components for electrical systems
- Metal Clip Manufacturer – custom stamped clips for assembly and fastening
These projects demonstrate our capability in handling both standard and custom stamping parts based on customer drawings.
In addition to standard flat washers, we also produce special formed washers designed for specific load or assembly requirements, such as bent or shaped washers.
For example:
Bent Load Washer – custom formed washer designed to accommodate uneven surfaces or specific load distribution requirements.
These types of components are typically produced through stamping combined with secondary forming operations.
Metal stamping is ideal for high-volume production of precise metal parts such as brackets, clips, washers, and automotive components. It includes processes such as punching, bending, and embossing.
To better understand how different stamping methods are applied in production, you can also explore our detailed guide on
die stamping production methods, including progressive die, transfer die, and line die processes.
We have experience producing a wide range of stamped components for industrial applications.
We have experience producing a wide range of stamped components for industrial applications.
Key advantages:
- Suitable for various materials including steel, stainless steel, and aluminum
- High production efficiency
- Consistent quality for mass production















Deep Drawing Services
Deep drawing is used to manufacture deep, seamless parts such as enclosures, housings, containers, and cylindrical components. It allows forming complex shapes with excellent structural strength and consistency, making it ideal for industrial and OEM applications.
Typical deep drawn products include metal enclosures, protective housings, and container-type components used in electrical and mechanical systems.
Although deep drawing projects are often confidential due to customer requirements, we support custom manufacturing based on drawings and specifications, covering different materials and production volumes.
If you are developing a new product and are unsure whether deep drawing is suitable, our engineering team can evaluate your design and recommend the best solution.
Key advantages:
- Smooth surface finish
- Seamless one-piece structure
- High strength and durability





Metal Spinning Services
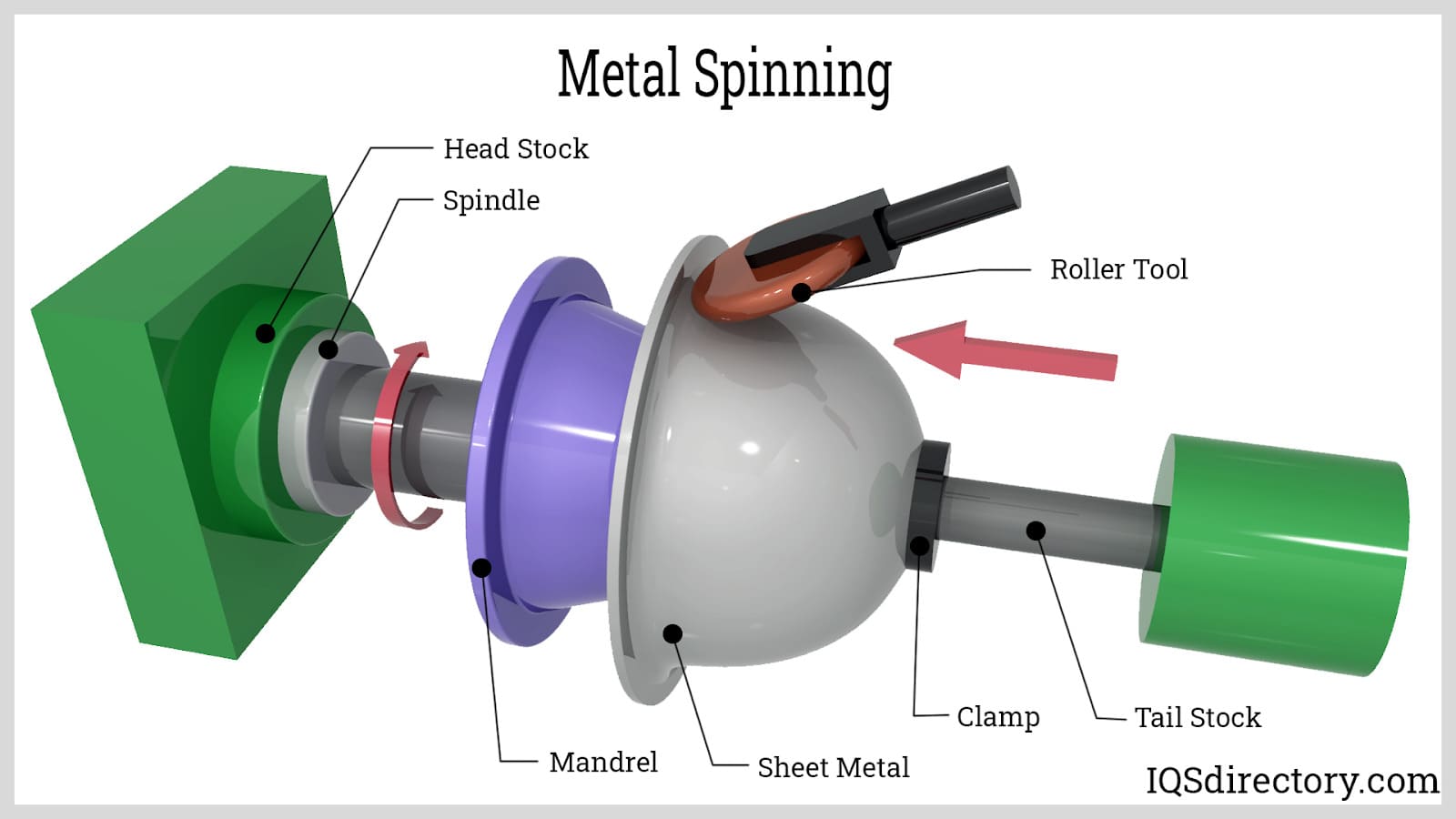
Metal spinning is a cost-effective process for producing round and symmetrical parts such as cones, domes, and cylindrical components. It is widely used in applications where flexibility and lower tooling costs are required.
Typical spinning parts include lighting components, covers, funnels, and industrial round parts used in various equipment.
This process is especially suitable for small to medium production volumes or customized designs where traditional stamping may not be economical.
Even if your part is still in the design stage, we can assist in optimizing the structure to ensure manufacturability and cost efficiency.
Key advantages:
- Suitable for small to medium batch production
- Flexible production with lower tooling cost
- Ideal for round geometries


Typical Applications
Our sheet metal forming solutions are widely used in:
- Automotive components
- Electrical enclosures
- Industrial machinery parts
- Lighting components
- Kitchenware and metal containers
Why Choose Us for Metal Forming?
- OEM manufacturing based on your drawings
- Engineering support for process optimization
- Flexible production from prototype to mass production
- Strict quality control and inspection
- Experience serving global industrial customers
Start Your Project Today
Send us your drawings or requirements today, and our engineering team will provide you with a quotation within 24 hours.





