
Rotational moulding is a thermoplastic hollow moulding method known as rotational moulding, rotomolding, spin moulding, roto moulder, rotary moulding, etc. In this method, the plastic raw material is first added to the mould, and then the mould is continuously rotated and heated along two vertical axes. The plastic raw material in the mould is gradually and evenly coated and melted and adhered to the cavity under the action of gravity and thermal energy. On the entire surface, it is shaped into the desired shape, then by cooling.
Process principle of rotational moulding
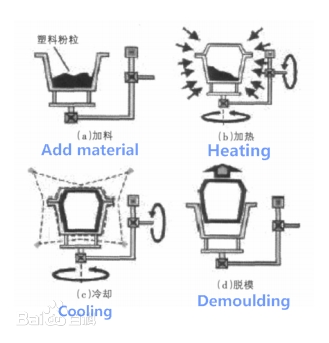
The basic process of rotational moulding is straightforward: the powder or liquid polymer is placed in a mould and heated while the mould rotates and revolves around a vertical axis, then cooled and moulded. At the beginning of the heating phase, if a powdered material is used, a porous layer is first formed on the surface of the mould and then gradually melted as the cycle progresses, eventually forming a homogeneous layer of uniform thickness; if a liquid material is used, the flow first and the coating is applied to the mould surface, and the flow stops completely when the gel point is reached. The mould is then transferred to the cooling area, cooled by forced air or water spray, and then placed in the work area where the mould is opened, and the finished part is removed, followed by the next cycle.
Yutung rotomolding rotational moulding product is as followings, send us drawings or samples, and we can make the mould and product for you.
Features of rotational moulding:
In terms of formability of rotomolding/rotational moulding:
1) The product’s wall thickness is uniform, and there are no corner scraps and no welds; products with a wide range of wall thickness can be moulded, for example, polyethene rotary forming parts, and the wall thickness can be within 1 to 16 mm. However, due to the viscosity, thick-walled products are challenging to form. The rotary moulding process is suitable for moulding 2 ~ 5mm plastic products.
2) Usually, only hollow or shell products can be made, and the processing of solid products is complex. Moreover, the product’s surface condition significantly depends on the surface of the mould cavity.
3) The dimensional accuracy of rotary moulded products is low; their dimensional accuracy is usually ±5%.
In the moulding process of rotomolding/rotational moulding:
(1) Rotational moulding is suitable for moulding large and super-sized parts. Because the rotary forming process only requires the strength of the frame to support the weight of the material, the mould and the structure itself, and the closed mould force to prevent the material from leaking, it is unnecessary to use very bulky equipment and moulds even when processing large and extra-large plastic parts. Therefore, in theory, there is almost no upper limit to the size of the products made by the rotational moulding process.
(2) Rotational moulding is suitable for producing multi-variety, small-batch plastic products. Because the mould for rotary moulding has a simple structure and a low price, it is very convenient to change the product.
(3) It is suitable for processing large hollow products with complex shapes, which is unmatched by other moulding processes;
(4) It is easy to change the colour of plastic products. When it is necessary to change the colour of the products, it is only required to clean the mould.
(5) The main disadvantage of rotational moulding is that the energy consumption is significant because the mould and the mould frame need to undergo the repeated effects of heating and cooling in each moulding cycle; the moulding cycle is long, and the heat is mainly transmitted by the plastic under static conditions, so the rotation moulding heating time is long; labour intensity is great, and the product dimensional accuracy is poor.
Advantages of rotary moulding (rotational moulding):
Design advantages of rotational moulding:
Compared with other mould processes, rotomoulding (rotational moulding) provides us with more design space. Under the correct design concept, we can combine several parts into a complete mould, reducing the high assembly costs.
The rotomoulding (rotational moulding) program also includes a series of intrinsic design thinking methods, such as reconciling the sidewall thickness and strengthening the external settings. We can add ribs to the plan if you also need to add some ancillary designs.
The rotational moulding process injects designers with endless imagination. Designers can choose the best materials for the production process, including materials approved by the General Directorate of Food and Drugs. Additives into the production process can effectively resist the invasion of the climate, static electricity interference and other external factors. During the design process, inserting the mouth, threading, handles, undercutting devices, and perfect surface design are among the highlights. Designers can also design a multi-wall mould that can be either hollow or filled with foam.
Cost advantage rotational moulding:
When cost is also one of the factors we consider, the rotational moulding process has a market advantage over other types of processes. Compared with the blow moulding and injection moulding processes, the rotational moulding process can more easily produce parts of different sizes within an effective cost range. The mould is also relatively inexpensive because it does not have some internal cores that need to be completed. And in the absence of an inner core, only a slight change can be made to another model.
Since the components in the manufacturing process are finally formed under high temperature and rotation, unlike those formed under heavy pressure, the rotational mould does not need to be specially processed like the injection moulding process. It withstands the test of stress.
Now I will give you some information on the products that rotomolding(rotational moulding) can produce:
1. Hollow-type products are produced by blow moulding, such as container products, while other hollow products, such as the need to fill the foam material, must be used to complete the rotomolding process.
2. Double-layered products, many companies need double-layered products. The food warmer is the most widely used. It uses double-layer technology to produce an excellent insulation effect.
3. For single-layer products, the product industry in rotomolding (rotational moulding) processes is also becoming more extensive, and available products can be completed with rotomolding (rotational moulding).
4. For complex products, the most significant advantage of the rotomolding(rotational moulding) process is to make products with a high degree of complexity, such as engineering vehicle accessories, water storage tanks, etc.
Rotomolding originated from abroad soon after China, but the technology has reached a reasonably high level. The number of rotomolding production products has reached 5,000, which is still increasing, and more companies favour rotomolding products.
Our Factory has the unique advantages: design / carpentry / refined casting / CNC processing/ surface treatment/ Assembly . Especially in the larger size aluminium rotational mould casting, we have a unique integral set of technologies. Our factory is the first domestic manufacturer which successfully produces 6 meters long aluminium kayak rotational mould and 5000L large aluminium alloy tank rotational mould.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}